ผลผลิตต่อชั่วโมง 10 T / H อุปกรณ์โรงงานรีดร้อนระบบไฮดรอลิ พื้นฐานการออกแบบ
1 ข้อมูลจำเพาะวัตถุดิบ: 120 × 120 × 2000 มม
2 ข้อมูลผลิตภัณฑ์ขั้นสุดท้าย: Φ8 ~ Φ20มม. เหล็กแผ่นรีดร้อนที่ผ่านการเปลี่ยนรูป
ตัดความยาว 12 เมตร
3 เอาท์พุทรายชั่วโมง: 10t / h
การกำหนดค่าประเภทกลิ้งและกลิ้งบด
1 แบบเลย์เอาต์มิลล์โรงงานใช้แบบกึ่งต่อเนื่อง
2 ในการหมุนขั้นต่ำ ส่วน de10mm บาร์ผิดรูปตาม 75 × 75 มม
billets, โรลลิ่งพาสเป็น 15
3 นำมาใช้“ หนึ่งบริการยืน” ประเภทเพื่อลดการกลิ้งผ่านค่อยๆ
4 มีโรงรีดรีดทั้งหมด 11 แห่งในสายการผลิตทั้งหมด
รวมทั้งกลิ้งบดหยาบΦ400× 1, Φ300× 6 กลิ้งบดกลาง
และ rolling300 × 2 × 2 จบโรงสีกลิ้ง
ไดรฟ์กลิ้งบด 5 ไดรฟ์: กลิ้งบดหยาบΦ400× 1 เป็นมอเตอร์ AC Φ300× 6
โรงงานรีดกลางคือ“ มอเตอร์ AC หนึ่งตัวขับเคลื่อนได้หกตัว”
จบโรงสีรีดคือ“ หนึ่งไดรฟ์ DC สอง”
Φ300× 2 × 2
6 ความเร็วการรีดสูงสุดของผลิตภัณฑ์ขั้นสุดท้ายหมายถึงการหมุนΦ10มม
เหล็กเส้นข้ออ้อยคือ 8m / s
ลักษณะของอุปกรณ์
1. ยืนกลิ้งบด adopts ประเภทก่อนเครียด ประเภทนี้สูง
ความมั่นคงและง่ายต่อการเปลี่ยนลูกกลิ้ง
2. การขับขี่ของโรลลิ่งมิลล์จะใช้ตัวลดและเพล็กซ์จะใช้
กระปุกเกียร์สหรัฐลดสองชั้น ประเภทนี้มีความได้เปรียบดังต่อไปนี้:
น้ำหนักเบาปริมาณน้อยอาชีพประหยัดพื้นที่ต้นทุนต่ำและอื่น ๆ
วัสดุเพลาเกียร์: 42CrMo ปลอมแปลงวัสดุล้อเกียร์ ZG35CrMo
กล่องเป็นของชิ้นส่วนโครงสร้าง
3. ระบายความร้อนเตียงเข้า adopts ฟรีของตารางลูกกลิ้งนิวเมติก
ประเภทการป้อนซึ่งมีข้อได้เปรียบของอุปกรณ์แสงที่เรียบง่ายต่ำ
ค่าใช้จ่ายและการบำรุงรักษาง่ายเมื่อเทียบกับการป้อนแผ่นผ้ากันเปื้อน
เครื่อง
4. การปลูกพืชแบบตัดปลายและการบินหลายแบบใช้ความยาว
ความถี่คลัทช์นิวเมติกควบคุมความเร็วประเภท rotatory ประเภทนี้
บินเฉือนมีข้อได้เปรียบของพลังงานมอเตอร์ต่ำไฟฟ้าง่าย
การควบคุมและการลงทุนต่ำเมื่อเทียบกับการหยุดบินด้วยแรงเฉือน
5. The bundling adopts กลนิวเมติกรวมประเภท
เครื่องอัตโนมัติและวัสดุสำหรับมัดเป็นΦ6.5mmลวดเหล็ก
การรีดเกลียวเดี่ยว (แถบข้ออ้อย)

รายการรายละเอียดอุปกรณ์กระบวนการ
| ชิ้นส่วนเครื่องจักรกล |
| 1 | ทัพพีป้อมปืน / ทัพพีเคลื่อนย้ายรถ / การสนับสนุนทัพพีคงที่ (พิจารณาจากลูกค้า) |
| 2 | Tundish |
| 3 | รถ Tundish |
| 4 | เชื้อรา |
| 5 | อุปกรณ์การสั่นสะเทือนของแม่พิมพ์ |
| 6 | อุปกรณ์ขับเคลื่อนสั่นสะเทือน |
| 7 | ฝาครอบป้องกันสำหรับอุปกรณ์สั่นสะเทือน |
| 8 | กรอบฉีดพ่น coolings รอง |
| 9 | ท่อฉีดพ่น coolings สำรอง |
| 10 | พ่นหัวฉีดสำหรับน้ำหล่อเย็นทุติยภูมิ |
| 11 | สนับสนุนอุปกรณ์ลูกกลิ้งสำหรับการระบายความร้อนที่สองและสาม |
| 12 | ถอนเครื่องยืด |
| 13 | อุปกรณ์ส่งกำลังสำหรับถอนเครื่องยืด |
| 14 | ข้อต่ออเนกประสงค์ |
| 15 | บาร์จำลองที่แข็ง |
| 16 | อุปกรณ์เก็บข้อมูลบาร์จำลอง |
| 17 | ไกด์ลูกกลิ้งสำหรับอุปกรณ์จัดเก็บแท่งจำลอง |
| 18 | ตารางลูกกลิ้งส่งบิลเล็ต |
| 19 | ไฮดรอลิกดัน |
| 20 | แพลตฟอร์มสำหรับการรวบรวมเหล็กแท่ง |
| 21 | เครื่องตัดไฟ / ไฮดรอลิกแรงเฉือน (กำหนดโดยลูกค้า) |
| ระบบควบคุมไฟฟ้า |
| 23 | ระบบควบคุมการสั่นสะเทือนของแม่พิมพ์ |
| 24 | ระบบควบคุมเครื่องถอนแบบยืดได้ |
| 25 | ระบบควบคุมที่มีประสิทธิภาพสำหรับบาร์จำลอง |
| 28 | ระบบควบคุมสำหรับตารางลูกกลิ้งส่งบิลเล็ต |
| 29 | ระบบควบคุมสำหรับเหล็กแท่งออก |
| 30 | ระบบควบคุมสำหรับสถานีไฮโดรลิคกลาง |
| โครงสร้างเหล็ก |
| วันที่ 31 | แพลตฟอร์มการหล่อหลัก |
| 32 | แท่นหล่อ |
| 33 | แพลตฟอร์มสำหรับที่เก็บแท่งจำลอง |
| ระบบเสริม |
| 34 | ระบบไฮดรอลิก |
| 35 | การคายประจุอุปกรณ์สำหรับการหล่อเย็นแบบที่สอง |
| 36 | ระบบควบคุมสำหรับน้ำหล่อเย็นทุติยภูมิ |
| 37 | กล่องการทำงานที่ถูกระงับสำหรับการถอนชิ้นส่วนยืด |
| 38 | สามารถกำหนดค่าพิเศษตามความต้องการของลูกค้า |
บริษัท ของเราเป็นมืออาชีพมากในการออกแบบและผลิตสายการผลิตทั้งหมดของโรงงานกลิ้งร้อนและเครื่องหล่ออย่างต่อเนื่องเรามุ่งมั่นที่จะนำเสนอผลิตภัณฑ์ที่มีคุณภาพสูงและราคาที่แข่งขันเตียงระบายความร้อนถูกนำมาใช้ เป็นชนิดทีละขั้นตอน
เตียงระบายความร้อนทีละขั้นเป็นเพียงหนึ่งในเตียงคูลลิ่งของเรา ประเภทเตียงคูลลิ่งของเรา: เตียงแบบทีละขั้นตอนแบบลูกสูบ; บากบาร์ร้อน แกว่งเตียงระบายความร้อน; เป็นต้น
อุปกรณ์ควบคุมไฟฟ้า
สายการผลิตของผลผลิตประจำปีของ 100,000 ตันเหล็กเส้นข้ออ้อยแถบ
1.Outline ของกระบวนการ:
กระบวนการนามธรรม
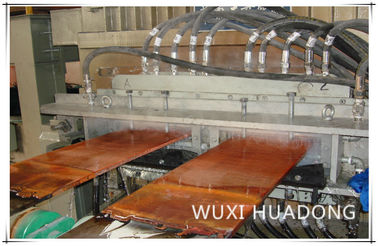
เหล็กแท่งร้อนถูกส่งโดยตรงไปยังกลไกการรีดร้อนโดยตารางลูกกลิ้งชาร์จแบบร้อนผ่าน การเหนี่ยวนำ เครื่องทำความ ร้อนสายชาร์จที่ร้อนแรงนั้นเป็นเหล็กแท่งเย็นยกขึ้นเพื่อชาร์จโต๊ะลูกกลิ้งโดยปั้นจั่นและส่งไปยังจุดสิ้นสุดของเตาอุ่น จากนั้นผลักเข้าไปในเตาอบความร้อนด้วยเหล็กแท่งดันและหลังจากอุณหภูมิถึง 1,250 ~ 1,650 ℃, ผลักดันเหล็กแท่งร้อนออกจากเตาโดยเหล็กแท่งออกเครื่อง มันเข้าสู่โรงสีกลิ้งสองลูกกลิ้งแบบหยาบที่สามารถย้อนกลับได้ของ Φ 480 × 1 × 2 ผ่านทางโต๊ะ ลูกกลิ้งและโต๊ะลูกกลิ้งก่อนที่เครื่องจะรีดและกลิ้งไป 6 รอบ หลังจากตัดส่วนที่ผิดปกติในหัวมันจะเข้าสู่โรงงานกลิ้งกลางที่ Φ 380 × 2 × 3 เพื่อการหล่ออย่างต่อเนื่อง ตั้งตัวทวนสัญญาณระหว่าง กลุ่มโรงสีกลาง Φ 380 × 2 ทำเส้นเปลี่ยนเป็นอ่าวถัดไป
ผลิตภัณฑ์จากΦ380× 2 × 3 เครื่องบดแบบกลางเข้าสู่กลุ่มการกลิ้งเสร็จของΦ300× 1 × 6 สำหรับการหมุนอย่างต่อเนื่องหลังจากการตัดชิ้นส่วนที่ผิดปกติด้วยการตัดเฉือนแบบตัดปลาย 2 # เพื่อปรับปรุงคุณภาพของผลิตภัณฑ์และปรับได้อย่างง่ายดายชุดของลูปแนวตั้งได้รับการตั้งค่าให้อยู่ในกลุ่มโรงงานรีดสำเร็จΦ300
ผลิตภัณฑ์ขั้นสุดท้ายจาก fin ish rolling mill ถูกตัดให้มีความยาวหลายเส้นด้วยความยาวหลายระดับ และเข้าสู่อุปกรณ์ทำความเย็นเข้ามาผ่านโต๊ะปรับความเร็วและเตียงทำความเย็นเข้าสู่โต๊ะลูกกลิ้งแล้วส่งไปยังเตียงทำความเย็นโดยอุปกรณ์ทำความเย็นเข้าสู่อุปกรณ์ ทำความเย็น หรือ ทำความเย็น ถ่ายโอนความเย็น หลังจาก ผลิตภัณฑ์ เพื่อระบายความร้อนเตียงโต๊ะออกลูกกลิ้งจากอุปกรณ์ทางออกเตียงระบายความร้อน และ ส่งไปยังผลิตภัณฑ์ขั้นสุดท้ายเฉือนบินไปตัดความยาวสำหรับ ตัดความยาว
นี่คือแผนของลูกค้าของเราเราจะตามความต้องการเฉพาะของคุณในการออกแบบและผลิตโรงงานรีดร้อน
Wuxi East China Furnace Co. , Ltd
สวนอุตสาหกรรม Bashi Furong No.3, Xishan District, เมืองอู๋ซี, มณฑลเจียงซู, ประเทศจีน
โทรศัพท์: +86 510 83788308
แฟกซ์: +86 510 83786308
Mob: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn / joe.777@outlook.com
www.continuouscasting-machine.com / www.wxhddl.cn
 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!