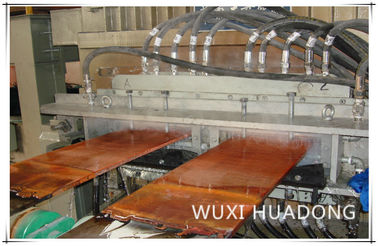
เครื่องหล่อทองแดงต่อเนื่อง Billet แบบสี่เหลี่ยมพร้อมเตาหลอมและจับ
ⅰ พารามิเตอร์ทางเทคนิคที่สำคัญของอุปกรณ์:
| 1.1 | ความเร็วในการหล่อ : | |
| ฉุดความเร็ว | 0-64 มม. / วินาที (ปรับได้แบบ Stepless) | |
| ความเร็วในการถอยกลับ | 0-64 มม. / วินาที (ปรับได้แบบ Stepless) | |
| ตัดเส้นความเร็วของสายที่เหมาะสม | 90-120mm / นาที | |
| 1.2 | พลังงานอุปกรณ์ : | |
เตารวมกัน: ถลุง โฮลดิ้ง | 500kW 200kw | |
| เครื่องลาก | 7.5kW | |
| ความเครียดเฉือนไฮดรอลิก | 80T | |
| 1.3 | ความหนาเฉือน | 20mm (สูงสุด) |
| 1.4 | C พารามิเตอร์เครื่อง เอาอกเอาใจ | |
| น้ำหนักม้วน | 6000Kg | |
| เส้นผ่าศูนย์กลางภายในของคอยล์ | Φ500-800mm | |
| เส้นผ่าศูนย์กลางคอยล์ | 1600mm | |
| 1.5 | ค่าเสียงรบกวนของเครื่อง | น้อยกว่า 85 dB |
| 1.6 | ความสูงของสายการทำงานของเครื่องจักร | + 1000mm |
| 1.7 | ทิศทางการขับเคลื่อนของเครื่องจักร | ขับขวา |
| 1.8 | ความจุ P roduction | |
| 2 เส้น: 750-1200Kg / ชั่วโมง | ความกว้าง: 470 มม. ความหนา: 25mm | |
| อุปกรณ์ประกอบเครื่องกำลัง | 700Kw | |
ⅱ ข้อมูลจำเพาะ:
1. ประเภทของข้อกำหนดการหล่อ
* Oxgen ฟรีทองแดง
1.1 แผ่นเหล็กแท่งยาว (รูปสี่เหลี่ยม)
ช่วงความหนา * ช่วงความกว้าง (8--20) * (420--650) มม
ช่วงเส้นผ่าศูนย์กลางภายในของคอยล์Φ (500--800) มม
แม็กซ์ เส้นผ่านศูนย์กลางภายนอกของคอยส์Φ 1600 มม
แม็กซ์ คอยล์น้ำหนัก 8000 กิโลกรัม
จำนวนสายการผลิต 1--3 บรรทัด (จะต้องตัดสินใจตามเงื่อนไขส่วน)
ⅲ พารามิเตอร์กระบวนการหลัก
| 1 | เอาท์พุต | 750-1200Kg / ชั่วโมง |
| 2 | ช่วงการควบคุมอุณหภูมิ | ≤1300℃ |
| 3 | ความแม่นยำในการควบคุมอุณหภูมิของเตาฉนวนกันความร้อน | ± 5 ℃ |
| 4 | ความอดทนในแนวตั้งและแนวนอน | แนวนอน: + 0.10 มม แนวตั้ง: ± 0.20mm |
| 5 | ช่วงการปรับแบบผลักและดึง | กด: 0-64 มม. / วินาที± 0.1 มม. (ไม่มีอิเล็กโทรด) ดึง: 0-64 มม. / s ± 0.1 มม. (ไม่มีอิเล็กโทรด) |
| 6 | เคียวโค้ง | 1.5mm / m |
| 7 | ช่วงการปรับ Dragger | ลาก: 0-64 มม. / วินาที± 0.1 มม. (ไม่มีอิเล็กโทรด) Backsteppingl: 0-64mm / s ± 0.1mm (ไม่มีอิเล็กโทรด) |
| 8 | ลากความเร็วของสายสูงสุด | 120mm / นาที |
| 9 | ช่วงการปรับค่าคอยล์ | เส้นผ่าศูนย์กลางภายในของคอยล์ coil500-Φ800mm เส้นผ่านศูนย์กลางภายนอกของคอยล์Φ1600มม |
| 10 | ความเร็วการม้วนสูงสุด | 250 มม / นาที |
| 11 | ช่วงการปรับยืดหยุ่น | 0.95-0.75 |
| 12 | หอคอยแห่ง coiliing | ≤40m |
| 13 | การใช้พลังงานต่อหน่วย | 430kWh / ตัน |
ⅴ รายการชิ้นส่วนอุปกรณ์:
| เลขที่ | ชื่ออุปกรณ์และข้อมูลจำเพาะ | หน่วย | ปริมาณ |
| 1 | ชิ้นส่วนเครื่องจักร | ||
| 1.1 | หลอมและหลอมรวมเตาหลอม | ชุด | 1 |
| 1.2 | เชื้อรา | ชุด | 2 |
| 1.3 | Dragger | ชุด | 1 |
| 1.4 | เครื่องตัดไฮดรอลิก | ชุด | 1 |
| 1.5 | เครื่องม้วน | ชุด | 2 |
| 2 | ระบบไฮดรอลิก | ||
| 2.1 | เตารวมสถานีไฮดรอลิก titing | ชุด | 1 |
| 2.2 | เครื่องตัดไฮดรอลิกสถานีไฮดรอลิก | ชุด | 1 |
| 2.3 | สถานีไฮโดรลิค Dragger และขดลวด | ชุด | 1 |
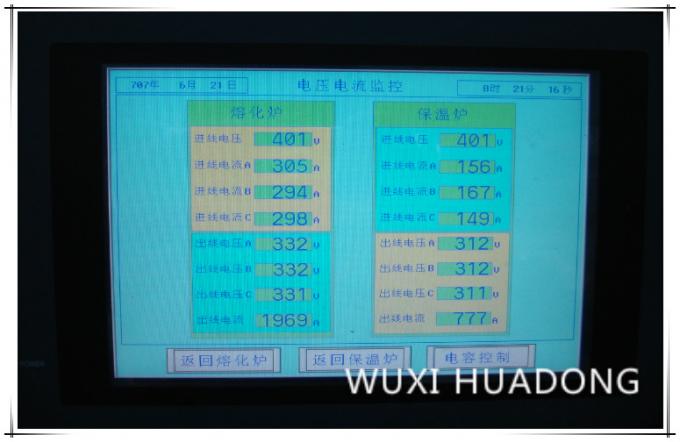
| 3 | ระบบควบคุมไฟฟ้า | ||
| 3.1 | ระบบควบคุมเตาไฟฟ้าความถี่ไฟฟ้า | ชุด | 2 |
| 3.2 | ระบบควบคุมอัตโนมัติ | ชุด | 1 |
| 4 | เอกสารทางเทคนิคพร้อมอุปกรณ์ | ชุด | 2 |
| 4.1 | แผนภาพการติดตั้งอุปกรณ์ | ไฟล์ | 1 |
| 4.2 | ข้อมูลจำเพาะของอุปกรณ์ | ไฟล์ | 1 |
| 4.3 | แผนภาพแสดงหลักการของระบบควบคุมไฟฟ้า | ไฟล์ | 1 |
| 4.4 | เค้าโครงตู้ควบคุม | ไฟล์ | 1 |
| 4.5 | รายละเอียดผลิตภัณฑ์สำหรับอุปกรณ์ไฟฟ้าหลัก | ไฟล์ | 1 |
| 4.6 | แผนภาพระบบไฮดรอลิก | ไฟล์ | 1 |
| 4.7 | โปรแกรม PLC | ไฟล์ | 1 |
Ⅸ เครื่องหล่อต่อเนื่องแนวนอนทองแดงแดง
Wuxi East China Furnace Co. , Ltd
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn