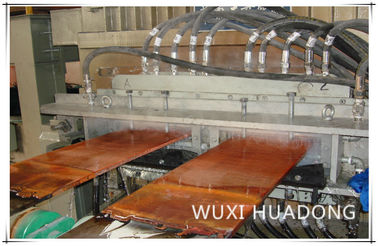
เครื่องหล่อแบบต่อเนื่อง Up Ward เป็นเทคโนโลยีใหม่ในการผลิตแท่งทองแดง ท่อ และเหล็กแท่งแบนที่ปราศจากออกซิเจนที่ความยาวรีเวท การผลิตแท่งทองแดงและโปรไฟล์ที่ปราศจากออกซิเจน และโดดเด่นด้วยค่าการนำไฟฟ้าสูงและมีปริมาณออกซิเจนต่ำ เปรียบเทียบกับเทคโนโลยีดั้งเดิมบางอย่าง วิธีการใหม่นี้ใช้เงินลงทุนน้อยกว่า ใช้งานง่าย และประหยัดในการผลิต มีคุณภาพสูงในการผลิต มีความยืดหยุ่นในการเปลี่ยนขนาดการผลิต ไม่ทำลายสิ่งแวดล้อม
แคโทดทองแดง (แผง) →เตาเหนี่ยวนำ (ทองแดงละลาย→การลดลง→การยึดทองแดงหลอมเหลว) →กลไกการหล่อหล่อแท่ง (ทองแดงตกผลึกและกลายเป็นของแข็ง) →การนำไปใช้→การผลิตการขายสำหรับกระบวนการต่อไป
| 1 | เตาถลุง: | |
| 1.1 | ความจุรวมของเตาเผา | 5.0T |
| 1.2 | กำลังการผลิตเตาที่มีประสิทธิภาพ | 2.5 ตัน |
| 1.3 | แรงดันไฟฟ้าของเตา | 380V |
| 1.4 | กำลังเตา | 600KW |
| 1.5 | อัตราการหลอมละลาย | 2 ตัน/ชม |
| 1.6 | ตัวประกอบกำลังหลังการชดเชย: | 0.95-1.0 |
| 1.7 | จำนวนเฟสและโหมดการเชื่อมต่อของตัวเหนี่ยวนำ: | การเชื่อมต่อแบบเฟสเดียว |
| 1.8 | ความจุสูงสุดของหม้อแปลงไฟฟ้า: | หม้อแปลงไฟฟ้าอัตโนมัติระบายความร้อนด้วยน้ำ 900KVA (สายเข้า 380V, สามเฟส, |
| 1.9 | โหมดการทำความเย็นคอยล์: | ระบายความร้อนด้วยน้ำ |
| 1.10 | ปริมาณการใช้น้ำหล่อเย็น: | 5ม3/ชม |
| 1.11 | อุณหภูมิสูงสุดของเตาเผา: | 1,500 ℃ |
| 2 | ถือส่วนเตาหลอม | |
| 2.1 | กำลังการผลิตเตาที่มีประสิทธิภาพ: | 4.0T |
| 2.2 | ความสามารถในการหล่อที่มีประสิทธิภาพ: | น้อยกว่า 85 เดซิเบล |
| 2.3 | แรงดันไฟฟ้า: | 380V |
| 2.4 | กำลังไฟ: | 250KW |
| 2.5 | ความจุสูงสุดของหม้อแปลงไฟฟ้า: |
หม้อแปลงไฟฟ้าอัตโนมัติระบายความร้อนด้วยน้ำ 400KVA (สายเข้า 380V, สามเฟส, การควบคุมแรงดันไฟฟ้าแบบไม่โหลด) |
| 2.6 | ตัวประกอบกำลังหลังการชดเชย: | 0.95-1.0 |
| 2.7 | ความแม่นยำในการควบคุมอุณหภูมิ: | ±8℃ |
| 2.8 | อุณหภูมิสูงสุดของเตาเผา: | 1300 ℃ |
| 2.9 | โหมดระบายความร้อนคอยล์: |
ระบายความร้อนด้วยน้ำ |
| 3 | แม่พิมพ์ | |
| 3.1 | ความกว้าง | 330- 500มม |
| 3.2 | ความหนา | 16-20มม. |
| 3.3 | วัสดุ | สแตนเลส 1Cr18Ni9Ti บุบุทองแดง (ทำจากทองแดง T2) |
| 4 | อุปกรณ์ทำความเย็นรอง | |
| 4.1 | ปริมาณการใช้น้ำ: | 3นาที ³/ชม |
| 4.2 | แรงดันน้ำ: | 0.2-0.3Mpa |
| 5 | เครื่องถอนเงิน | |
| 5.1 | แรงดึงและแรงดึงสูงสุด: | 50KN |
| 5.2 | ความเร็ว: | ความเร็ว: |
| 5.3 | ช่วงจังหวะขั้นต่ำ: |
0.1 มม |
| 5.4 | เวลาสแตนด์บายที่สั้นที่สุด | 0.01ส |
| 5.5 | เซอร์โวมอเตอร์กระแสสลับ: | มอเตอร์ซีนส์ (11KW) |
| 5.6 | ความเร็วในการหมุนสูงสุดของมอเตอร์: | 3000r/นาที |
| 5.7 | แรงบิดคงที่: | △Tw= 60K Mo (ที่ 60) 70N-M |
| 6 |
เครื่องตัดบนไฮดรอลิกเหล็กแท่งคู่:
|
|
| 6.1 | แรงเฉือน: | 600KN |
| 6.2 | ความหนาของการตัด: | 20มม |
| 6.3 | ความกว้างในการตัด: | 500มม |
| 6.4 | ความเร็วในการตัด: |
0- 5 มม./วินาที |
| 6.5 | จังหวะการตัด: | 80มม |
| 6.6 | ระยะชักติดตามสูงสุดของเครื่องตัด: | 200มม |
| 7 | หน่วยเครื่องคอยล์ | |
| 7.1 | พลัง: | 5.5KW |
| 7.2 | ความเร็วในการหมุน: | 1420r/นาที |
| 7.3 | จังหวะการกระจัดของคอยล์เลอร์: | 800มม |
| 8 | สถานีไฮโดรลิค | |
| 8.1 |
กำลังมอเตอร์ของสถานีไฮดรอลิกสำหรับเตาหลอมและเตาหลอม:
|
2*7.5KW |
| 8.2 | กำลังมอเตอร์ของสถานีไฮดรอลิกสำหรับเครื่องถอน: | 2*7.5KW |
| 8.3 | กำลังมอเตอร์ของปั๊มไฮดรอลิกสำหรับเครื่องตัดส่วนบน: |
2* 11 กิโลวัตต์
|
| 8.4 | กำลังมอเตอร์ของปั๊มไฮดรอลิกสำหรับคอยล์: | 2*7.5KW |
ภาระ (ควรมัดกลับ) → เตาถลุง → การวิเคราะห์ทางเคมี → ทำความร้อนให้กับเครื่องซักผ้าที่ปิดสนิท → เครื่องตกผลึก → การทำความเย็นหลัก → การทำความเย็นทุติยภูมิ → เครื่องถอนออก → เครื่องตัด → คอยล์
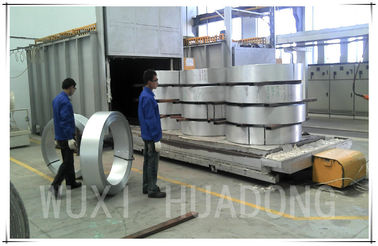
เลือกวัตถุดิบตามเอกสารกระบวนการ กำหนดขั้นตอนการป้อนตามจุดหลอมเหลวขององค์ประกอบโลหะ สัดส่วนภาระของเตาหลอม และความยากในการสูญเสียจากการเผาไหม้ออกซิเดชัน และชาร์จวัตถุดิบลงในเตาถลุง เมื่อทำการถลุง ให้เพิ่มความหนาของสารเคลือบลงในเตาซึ่งจะต้องเสริมตามเวลา เมื่อทองแดงหลอมเหลวภายในเตาถึงอุณหภูมิกรีด ให้ทดสอบองค์ประกอบของทองแดงหลอมเหลวภายในเตาในห้องปฏิบัติการ ก่อนที่จะแตะ ให้ทำความสะอาดเม็ดสีในทองแดงหลอมเหลวให้หมด หลังจากการกรีดแต่ละเตา ให้เก็บทองแดงหลอมเหลวประมาณ 800 กิโลกรัมไว้ในเตาเป็นบล็อกเริ่มต้น ถ่ายทองแดงหลอมเหลว (หลอมเหลวและปรับอย่างดีในห้องหลอม) ผ่านเครื่องฟอกที่ปิดผนึกเข้าไปในเตาหลอม ควบคุมอุณหภูมิของทองแดงหลอมเหลว เก็บทองแดงหลอมเหลวไว้ในเตาหลอมที่อุณหภูมิการหล่อและที่ช่วงระดับหนึ่ง ภายใต้การกระทำของระดับ ทองแดงหลอมเหลวจะไหลเข้าสู่เครื่องตกผลึก และตกผลึกเป็นแท่งทองแดงชนิดแผ่นผ่านการทำความเย็นเบื้องต้นด้วยเครื่องตกผลึก ภายใต้การดึงแบบต่อเนื่องด้วยเครื่องถอนออก จะทำให้เกิดแผ่นเหล็กแท่งที่มีรูปร่างตามที่ต้องการ มีการติดตั้งระบบระบายความร้อนสำรองที่เต้าเสียบเหล็กแท่งเพลท และอัตราการไหลของน้ำหล่อเย็นสามารถปรับได้ วัตถุประสงค์หลักในการใช้มาตรการควบคุมเหล่านี้คือเพื่อให้แน่ใจว่าอุณหภูมิในการตกผลึกตลอดจนการรักษาเสถียรภาพของพารามิเตอร์กระบวนการ เพื่อให้มั่นใจในคุณภาพของผลิตภัณฑ์ การถอนแถบเหล็กแท่งทำได้โดยใช้เครื่องลาก และเวลาในการดึง หยุด และย้อนกลับโดยเครื่องลากสามารถปรับได้อย่างต่อเนื่อง ควรกำหนดพารามิเตอร์ควบคุมที่เหมาะสมที่สุดและปรับให้ทันเวลาตามวัสดุที่แตกต่างกัน ข้อมูลจำเพาะที่แตกต่างกัน และสภาพคุณภาพพื้นผิว การวาดถูกควบคุมโดยโปรแกรม PLC โดยตระหนักถึงการดำเนินการแบบวัฏจักรของการวาด การหยุด และการดันแบบย้อนกลับ
![]()
![]()
![]()
| เลขที่ | ชื่ออุปกรณ์ | หน่วย | จำนวน |
| 1 | เตาหลอมเหนี่ยวนำความถี่เส้น (รวมถึงร่องหลอมและวัสดุก่อสร้างซับใน) | ชุด | 1 |
| 2 | แกนเหล็ก แจ็คเก็ตน้ำ และขดลวดของเตาถลุง | ชุด | 1 |
| 3 | ตุนดิช | ชุด | 1 |
| 4 | เตาจับยึดเหนี่ยวนำความถี่เส้น (รวมถึงร่องหลอมและวัสดุก่อสร้างซับใน) | ชุด | 1 |
| 5 | แกนเหล็ก เสื้อน้ำ และขดลวดยึดเตา | ชุด | 1 |
| 6 | แม่พิมพ์สำหรับบุอาคาร | ชุด | 1 |
| 7 | เครื่องตกผลึก | ชุด | 2 |
| 8 | แม่พิมพ์กราไฟท์ | ชุด | 1 |
| 9 | การซีลแม่พิมพ์เหล็กของเครื่องตกผลึก | ชุด | 1 |
| 10 | ดัมมี่บาร์ (ทำจากสแตนเลส) | ชุด | 1 |
| 11 | จานจำลอง | ชุด | 1 |
| 12 | อุปกรณ์กระจายน้ำหล่อเย็นสำหรับเครื่องตกผลึก | ชุด | 1 |
| 13 | อุปกรณ์ทำความเย็นรอง | ชุด | 1 |
| 14 | เครื่องถอนเงิน | ชุด | 1 |
| 15 | เครื่องตัดติดตามผลไฮดรอลิก | ชุด | 1 |
| 16 | คอยล์แบบไม่มีแกน | ชุด | 2 |
| 17 | สายไฟระบายความร้อนด้วยน้ำสำหรับเตาหลอม | ชุด | 1 |
| 18 | ระบบไฮดรอลิก | ครบชุด | 1 |
| 19 | ระบบควบคุมไฟฟ้า | ครบชุด | 1 |
| 20 | หม้อแปลงควบคุม (ไม่มีโหลด, แบบขั้นบันได) สำหรับเตาถลุง | ชุด | 1 |
| 21 | หม้อแปลงควบคุม (ไม่มีโหลด, แบบขั้นบันได) สำหรับยึดเตาหลอม | ชุด | 1 |
| 22 | อุปกรณ์ป้องกันแก๊ส | ชุด | 1 |
| 23 | เครื่องวัดอุณหภูมิอุณหภูมิพื้นผิว | ชุด | 1 |
| 24 | เครื่องมือพิเศษสำหรับหน่วยเครื่องจักร |
![]()
![]()